
7. Storage
Storage and Handling Considerations
A thorough knowledge of the chemical and physical properties of MDI, as well as all federal and local regulations and building codes, is necessary for the safe handling and storage of MDI products.
When designing storage systems for MDI, extreme care must be exercised to avoid contamination with water, strong bases, or other active hydrogen-containing compounds. Acids, bases, and other polyurethane catalysts should not be stored in the same area as MDI.
The reaction of MDI with moisture, even from ambient air, will produce polyurea solids and CO2 gas. These insoluble polyureas will deposit on surfaces of pipes and tanks causing line restrictions and filtration problems. The generated CO2 could present a pressure hazard, including the potential of a violent rupture of an under-vented tank or vessel.
Although MDI is relatively non-flammable (flash point 392°F or 200°C), it should not be stored adjacent to highly flammable materials. Water, dry chemical, protein foam, or CO2 fire extinguishers should be available in all storage and processing areas. Automatic fire or smoke detection equipment as well as automatic sprinklers should be installed in all MDI processing and storage areas.
PMDI
To maintain product quality, it is important that PMDI products be stored and handled correctly. It is imperative that PMDI products be stored under dry conditions. Storage tanks should be maintained under positive pressure pads with dry air or nitrogen.
The storage temperature will affect the handling characteristics and product quality of PMDI. The most favorable temperature for storage is 68 to 86°F (20 to 30°C). The recommended storage temperatures for specific PMDIs from BASF are reported in the respective BASF Product Leaflets or Technical Bulletins.
The viscosity of PMDI is temperature-dependent. At temperatures below those recommended, PMDI may be difficult to pump or pour. Raising storage temperatures to the recommended levels will return PMDI viscosities to their typical levels. At extremely low temperatures, it is possible for some of the material to crystallize. The crystals can be melted by heating the material in a hot air oven to 140 to 158°F (60 to 70°C) maximum. Once the material has melted, return the product to the recommended storage temperatures.
PMDI should not be held at 158ºF (70°C) for more than four hours or the product will begin to degrade. If the product is stored above the indicated temperature range, degradation may also occur. Degradation is indicated by slow, irreversible buildup in viscosity. If these directions are followed, a storage life of to nine months can be expected for PMDI products, with specifics by products in BASF Product Leaflets or Technical Data Sheets.
MMDI
MMDI will degrade quickly unless it is stored and handled correctly. Excess dimer formation will result in turbidity or the precipitation of dimer solids in the liquid.
The optimum storage condition for solid MMDI is as cold as possible (e.g., <32°F or <0°C). Below this temperature, the rate of dimer formation is minimized. If it is kept under dry nitrogen the product may be stored up to six months after the date of manufacture without a change in properties. If MMDI is stored as a solid, melting for use is best accomplished by rolling the drum in a hot air oven at 176 to 212°F (80 to 100°C). The drum contents should not be heated above 158°F (70°C) to minimize dimer formation. Heating by electrical means is not recommended due to the danger of local overheating. Melting MMDI in a water bath or with steam is not recommended because of the potential danger of drum leakage.
When MMDI is to be stored or processed as a liquid, the optimum temperature for storage is between 104 and 111°F (40 and 44°C). Liquid MMDI when stored with a dry nitrogen blanket will retain its properties for up to fifteen days, though dimer content increases significantly beyond five days. If the product is kept outside this range, it will degrade quickly. Figure 4 shows the rate of dimer formation as a function of storage temperature for MMDI. The rate of dimer formation is greatest just below the melting point (100°F or 38°C) for the solid, and above 122°F (50°C) for the liquid. Liquid MMDI must be stored under dry nitrogen because contamination with air may produce oxidation or yellowing of the product.
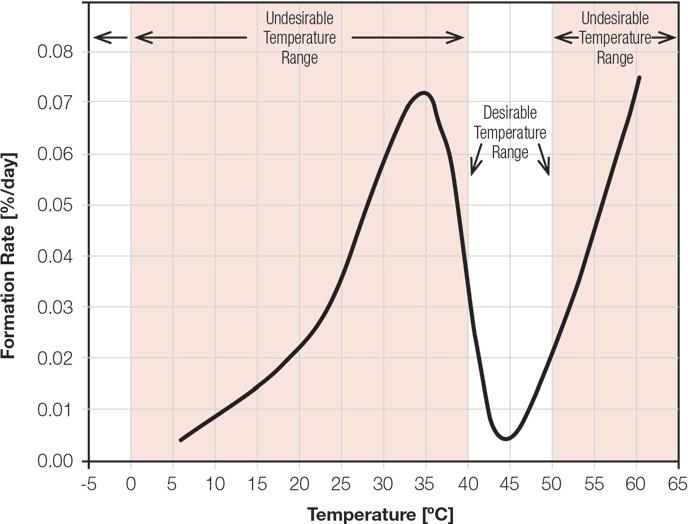
Figure 4. Lupranate® M: Rate of dimer formation as a function of storage temperature
Modified MDI, MDI Prepolymers
As with all diisocyanates, modified MDI products will react with moisture. It is imperative that these products also be stored under dry air or nitrogen pad to prevent contamination. The optimum storage temperatures for modified MDI vary depending on the product. The recommended storage temperatures for specific modified MDI products are reported in the respective BASF Product Leaflets or Technical Data Sheets.
If the material is stored below the suggested temperature range, it may begin to crystallize. The crystallized material contains a high concentration of MMDI and will exhibit similar dimerization characteristics. Action must be taken quickly to solubilize the material by heating the product to 140°F (60°C). To minimize additional dimer formation, the drum contents should not be heated above 158°F (70°C). If these materials are stored above the recommended temperatures, the product will begin to degrade. This degradation is indicated by a slow increase in viscosity, slight turbidity, and sediment formation. If these products are stored in the recommended temperature range and moisture is excluded, a shelf life of at least six months can be expected for most products.
Storage Tank Design
All MDI storage tanks must be blanketed with dry air or nitrogen. MMDI must be stored under dry nitrogen because contamination with air may produce oxidation or yellowing of the product. Storage tanks should be maintained under slight positive pressure (1 mbar). Storage tanks should be pressure-controlled, preferably by nitrogen or dried air. Storage tank ventilation can be accomplished by pressure control through an activated carbon filter or knockout pots. The ventilation lines and the carbon filters must be maintained frequently for proper function. In all instances, MDI venting procedures must comply with applicable codes, regulations, and permits. In the United States, OSHA requires hazard communication labels for all containers of MDI products.
Each MDI product has its own prescribed storage temperature. The customer must maintain the storage temperatures as recommended for individual products.
To maintain the desired product temperature, MDI storage tanks should be equipped with a temperature indicator, heat tracing, and insulation. Indoor storage tanks are recommended for MDI applications, but outdoor storage tanks may be used. If using an outdoor storage tank to store MDI, the tank should be insulated, have a heating source if necessary (e.g., heating jacket, heating coils, or heat exchanger), and a top mounted agitator to avoid local overheating if necessary. All MDI storage tanks should be located above ground and be certified for positive pressure for unloading or if contamination occurs.
The preferred method of temperature control is external heat exchangers using an inert heating medium. External tempered water and electric tracing have been successfully used. Steam should not be used due to the possibility of overheating. Any moisture contamination must be prevented. To eliminate any potential of a coil leak, internal coils are not recommended. Heating coils and heat exchangers should be checked for corrosion regularly.
MDI tanks should be equipped with level indicators and separate high-level alarms and cutoffs to prevent accidental overflow. Tank areas must be diked to prevent runoff in the event of an MDI release. Diking must be sufficient to contain potential spills and leaks and prevent accidental release of MDI to sewers, waterways, or public thoroughfares. Dikes must be designed for 1-1/2 times the tank capacity or as directed by codes and regulations for handling hazardous chemicals. Storage tanks should be able to hold entire MDI shipments (i.e., if the shipment is typically by rail car, the storage tank should be greater than the capacity of the rail car).
Tanks may be fabricated of unlined carbon steel. The steel tanks should be rust-free because trace iron contamination may affect the MDI reactivity. Other satisfactory materials include stainless steel, glass-lined steel, or nickel-clad steel; however, these configurations are more expensive. For additional information, please refer to CPI guidance document AX-365 (United States).
Drum Storage
Drum storage areas should be covered and well ventilated. Ideally, MDI drum storage areas should be diked and separated from materials reactive with MDI. All storage areas should be arranged in an orderly manner, leaving doorways or exit routes clear. Local codes may have specific requirements for the storage of hazardous chemicals. Many local authorities reference the International Fire Code when making decisions on MDI drum storage. Information on the International Fire Code may be obtained at the following website: https://codes.iccsafe.org/content/IFC2015/toc
Intermediate Bulk Containers (IBCs), or totes, may be of interest because they may reduce the problem of drum disposal. Contact your local BASF office to determine the availability of IBCs.
IBCs are not recommended for shipment of MMDI due to its relatively high freezing point (100ºF or 38°C).
No comments to display
No comments to display